Vacuum technology plays a central role in industries that require efficiency, precision, and reliability. One of the most significant advancements in this field is the development of dry vacuum pumps, designed to meet operational needs without the use of oil or sealing fluids. For businesses aiming to adopt sustainable and effective solutions, working with a dry vacuum pump manufacturer has become a critical step in streamlining processes.
This blog explores the role of a dry vacuum pump manufacturer, their importance in industrial sectors, and the value they bring in meeting modern operational demands.
The Importance of Dry Vacuum Pumps in Industry
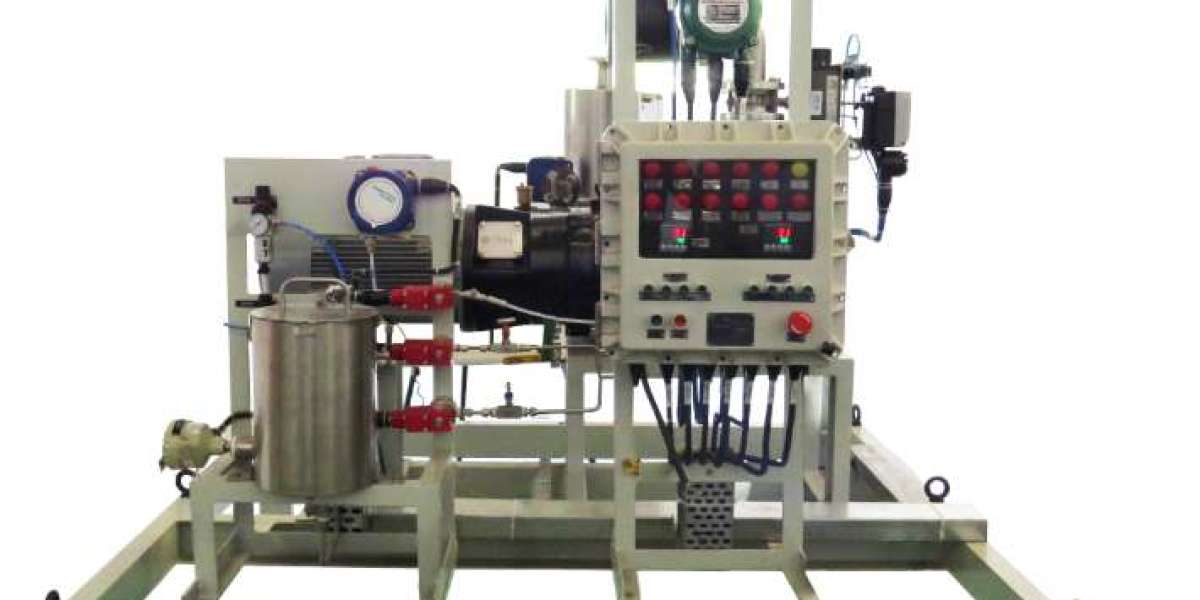
Dry vacuum pumps are widely used across industries including pharmaceuticals, food processing, electronics, and chemicals. Unlike traditional pumps that rely on lubricants, dry vacuum pumps operate without oil, reducing contamination risks and maintenance costs.
A trusted dry vacuum pump manufacturer ensures that these machines are designed with precision engineering to handle complex industrial requirements. Their importance lies in creating pumps that provide reliability, long service life, and consistent performance under demanding conditions.
Advantages of Dry Vacuum Pumps
The increasing reliance on dry vacuum pumps is linked to the clear advantages they offer over conventional systems. A skilled dry vacuum pump manufacturer focuses on designing products that deliver:
Clean Operation: No oil contamination, making them ideal for sensitive processes.
Low Maintenance: Fewer parts requiring servicing reduces downtime.
Energy Efficiency: Optimized design ensures lower power consumption.
Environmental Safety: Reduced waste and emissions align with eco-friendly practices.
Durability: Ability to operate under challenging conditions with minimal wear.
These benefits explain why industries prefer pumps from a specialized manufacturer who prioritizes precision and innovation.
Role of a Dry Vacuum Pump Manufacturer in Innovation
Modern industries demand more than just functionality. They need equipment that evolves with technological progress. A dry vacuum pump manufacturer plays an innovative role by investing in research and development, creating pumps with higher efficiency, better durability, and advanced features.
By continually refining designs, manufacturers ensure pumps are adaptable to both traditional and emerging industrial needs, allowing businesses to remain competitive and efficient.
Applications Across Industries
Dry vacuum pumps are not limited to a single sector. A reliable dry vacuum pump manufacturer designs systems suitable for multiple industries such as:
Pharmaceuticals: For cleanroom operations and production processes that cannot risk contamination.
Electronics: For vacuum packaging, semiconductor production, and microelectronics assembly.
Food and Beverage: For freeze-drying, packaging, and preservation processes.
Chemical Processing: For solvent recovery, distillation, and safe handling of sensitive substances.
Research Laboratories: For experiments requiring stable and oil-free vacuum conditions.
This versatility highlights the significance of working with a manufacturer that understands varied industrial applications.
Customization and Tailored Solutions
Every industry has specific requirements, and a dry vacuum pump manufacturer often provides customized solutions. Whether it’s adjusting capacity, modifying design for a particular environment, or ensuring compatibility with existing equipment, manufacturers design pumps to align with client needs.
Tailored solutions not only improve efficiency but also reduce operational risks, ensuring that the pump delivers consistent results in its intended application.
Quality Standards and Reliability
Quality is non-negotiable in industrial equipment. A trusted dry vacuum pump manufacturer follows strict quality standards at every stage of production. From raw material selection to assembly and final testing, each step is monitored to guarantee performance and durability.
High-quality pumps reduce breakdowns, improve productivity, and minimize long-term costs. This reliability builds trust and establishes manufacturers as long-term partners for businesses.
Energy Efficiency and Sustainability
Sustainability is an essential factor for modern industries. A forward-thinking dry vacuum pump manufacturer designs pumps that consume less energy while maintaining high output levels.
Lower power usage translates into reduced operational costs and a smaller carbon footprint. By integrating sustainable practices in design and production, manufacturers support industries aiming to meet environmental goals without compromising on efficiency.
After-Sales Support and Maintenance
A professional dry vacuum pump manufacturer extends value beyond the initial sale. Providing technical support, maintenance services, and spare parts ensures that clients enjoy uninterrupted performance.
Regular maintenance support from manufacturers prevents operational downtime and enhances the lifespan of pumps. This continued relationship demonstrates the long-term commitment of manufacturers to their clients.
Technological Integration for Better Performance
Modern pumps often include digital monitoring systems that allow industries to track performance in real time. A dry vacuum pump manufacturer integrates such technologies to enhance control, minimize downtime, and predict maintenance needs.
By combining mechanical precision with digital intelligence, manufacturers deliver pumps that align with the requirements of smart factories and automated processes.
Safety Standards in Manufacturing
Industrial equipment must adhere to strict safety regulations. A dedicated dry vacuum pump manufacturer ensures compliance with international safety norms. From handling flammable gases to preventing operational hazards, safety features are embedded into pump designs.
These standards protect both workers and equipment, reflecting the manufacturer’s commitment to safety alongside performance.
Global Demand and Market Relevance
The demand for dry vacuum pumps continues to rise worldwide. Industries are shifting toward oil-free solutions for cleaner operations and reduced environmental impact. A competitive dry vacuum pump manufacturer responds to this demand by providing pumps suited for global markets, ensuring that clients benefit from world-class engineering.
Their relevance extends beyond supply—they become strategic partners in enabling industries to meet productivity goals.
Conclusion: The Value of Partnering with a Dry Vacuum Pump Manufacturer
Industrial performance depends heavily on reliable equipment. A professional dry vacuum pump manufacturer offers more than just machines—they provide solutions built on innovation, safety, efficiency, and sustainability.
From pharmaceuticals to electronics and food processing, dry vacuum pumps are essential in ensuring clean, durable, and eco-friendly operations. Manufacturers play a pivotal role in meeting these needs through quality products, tailored solutions, and long-term support.
For businesses aiming to achieve efficiency while maintaining environmental responsibility, the expertise of a dry vacuum pump manufacturer remains an indispensable asset.